|
|
|
|
|
| Author |
|
|
Work in Progress
|
Quote:
__________________
"The reason most people give up is because they look at how far they have to go, not how far they have come." -Bruce Anderson via FB -Marine Blue '87 930 |
||
 06-25-2019, 07:29 PM
06-25-2019, 07:29 PM
|
|
|
Work in Progress
|
Quote:
Yes, I think I had Glyco IMS bearings. (I thought this was something only boxster and 996 guys had to deal with  ) They were the only bearings not coated. ) They were the only bearings not coated. I'm only bummed I waited so long to just tear it down. Now it's just upward and onward.
__________________
"The reason most people give up is because they look at how far they have to go, not how far they have come." -Bruce Anderson via FB -Marine Blue '87 930 |
||
|
06-25-2019, 07:33 PM
|
|
|
Registered
Join Date: Apr 2007
Location: wisconsin
Posts: 2,567
|
The new picks show tons of wear on your thrust bearings... that seems awfully odd?
Could the Teflon coating from the thrust bearings be the debris that went through the motor? The coating seems to soft to do that, but perhaps the experts can chime in... Did your crank spin freely in the case when torqued down without the pistons in it? Did the ims shaft? Can you take the plugs out of your crank and see if any debris is in there? When we all work on these motors, we do our best, to the point of paranoia. I measured everything 10x, as I am still reassembling my motor. You do the best you can. Sometimes things just happen. |
||
|
06-26-2019, 05:42 AM
|
|
|
Registered
Join Date: Jan 2015
Posts: 1,499
|
Was the crank end float checked during assembly?
Also, was the case abrasive blasted? |
||
|
06-26-2019, 05:53 AM
|
|
|
Registered
Join Date: Apr 2007
Location: wisconsin
Posts: 2,567
|
Quote:
You really dont have much ability to slide the case halves as they are pinned... |
||
|
06-26-2019, 06:18 AM
|
|
|
Registered
Join Date: Jan 2015
Posts: 1,499
|
Assemble just the crank into the case with the new bearings with a little oil. Torque the thru bolts. Give each end of the crank a good wack with a rubber hammer. That makes sure the the thrust flanges are tight to the case and the thrust faces even. Then check the float. Make sure the #1 shells stay in their respective side after this. I have seen this bring a tight #1 into tolerance. If the float is too much to begin with then there are other problems.
If Porsche wanted 574 on the webs they would have done it at Stuttgart, just MHO. If you are worried about shuffling have the cases pinned or send them to cgarr. |
||
|
06-26-2019, 06:38 AM
|
|

|
|
Puny Bird
Join Date: Nov 2002
Location: Port Hope (near Toronto) On, Canada
Posts: 4,566
|
Quote:
One thing I don't like is it looks like the bearing backs and part lines were also coated which for me is a no-no. Also the coating must be lightly burnished with 800g scotch bright pad once baked as they do add a hair to the dimension. BTW I do DFL coatings in house, during testing I found unburnished or coating applied too thick will lock up the crank on assembly, so proper processing is very important. Whether I'm using DFL or not, during engine assembly I'm always spinning the crank to be sure the assembly is rotating smoothly. I agree no sealant on the saddle part lines. There was trash in the system somewhere, I can't see it coming from the scavenge side as the tank filter would catch that. It came from the tank/return hose or something was missed cleaning the case, cooler, some flashing came loose, etc.
__________________
'74 Porsche 914, 3.0/6 '72 Porsche 914, 1.7, wife's summer DD '67 Bug, 2600cc T4,'67 Bus, 2.0 T1 Not putting miles on your car is like not having sex with your girlfriend, so she'll be more desirable to her next boyfriend. Last edited by Mark Henry; 06-26-2019 at 06:58 AM.. |
||
|
06-26-2019, 06:56 AM
|
|
|
Registered
Join Date: Apr 2016
Posts: 1,176
|
I actually make an oil filter console that is better than the 993 one. I have one on my own 930 motor. Check out the site in my signature,
However, pressure side oil filtration is NOT your problem here. |
||
|
06-26-2019, 07:11 AM
|
|
|
Work in Progress
|
Quote:
Yes - crank rotated perfectly fine at all points, even on disassembly. Yeah I did a lot of measuring, though it may not seem like it now. Since my measurement techinque isn't up to professional standards I usually measured and noted all measurements 5-6x, drop the highest and lowest and average what remained. Don't want you guys thinking I just slapped this thing together in some mad dash. I did rely on the machine shop for the bore dimensions because I didn't have a bore gauge. <- this may have to change. Here's and example of my measurement notes on the crankshaft:  And I'm a checklist manifesto type so I basically did waynes book in word as a checklist and checked everything off as I went. 
__________________
"The reason most people give up is because they look at how far they have to go, not how far they have come." -Bruce Anderson via FB -Marine Blue '87 930 |
||
|
06-26-2019, 07:17 AM
|
|
|
Work in Progress
|
Quote:
They did assemble the case and measure the main bearing bores. They noted that some were big by .0005 inch (1/2 thousandth) other bores are Very Good most are .002 - .003 big. They did machine the cylinder mating surface .004 inches due to some damage done by the #6 cylinder's broken headstud. Also just for reference they did measure the crankshaft from the flywheel and these are the measurements of main bearings: #1 - 2.3611 #2 - 2.3611 #3 - 2.3611 #4 - 2.3611 #5 - 2.3612 #6 - 2.3612 #7 - 2.3611 Rods were measured as follows: #1 - 2.1644 #2 - 2.1644 #3 - 2.1644 #4 - 2.1644 #5 - 2.1644 #6 - 2.1642
__________________
"The reason most people give up is because they look at how far they have to go, not how far they have come." -Bruce Anderson via FB -Marine Blue '87 930 |
||
|
06-26-2019, 07:24 AM
|
|
|
Work in Progress
|
Quote:
__________________
"The reason most people give up is because they look at how far they have to go, not how far they have come." -Bruce Anderson via FB -Marine Blue '87 930 |
||
|
06-26-2019, 07:25 AM
|
|
|
Work in Progress
|
Quote:
__________________
"The reason most people give up is because they look at how far they have to go, not how far they have come." -Bruce Anderson via FB -Marine Blue '87 930 |
||
|
06-26-2019, 07:31 AM
|
|
|
Registered
Join Date: Apr 2007
Location: wisconsin
Posts: 2,567
|
Quote:
Hmmmm.... I didn't check end float, but everything spun freely Any benefit to still wacking it to align it? case is together awaiting cam regrind... |
||
|
06-26-2019, 07:56 AM
|
|
|
Registered
Join Date: Apr 2007
Location: wisconsin
Posts: 2,567
|
Quote:
I agree, it isn't hard at all... I know the coating places advertise its like Teflon... Cant remember where I sent it too, but it was highly recommended by the engine builders on this forum... I think we are talking about the same thing... They coated the front of the bearing AND the parting line, but not the back... |
||
|
06-26-2019, 08:21 AM
|
|
|
Registered
Join Date: Apr 2007
Location: wisconsin
Posts: 2,567
|
Quote:
I agree, it isn't hard at all... I know the coating places advertise its like Teflon... Cant remember where I sent it too, but it was highly recommended by the engine builders on this forum... I think we are talking about the same thing... They coated the front of the bearing AND the parting line, but not the back... |
||
|
06-26-2019, 08:47 AM
|
|
|
Registered
Join Date: Jan 2015
Posts: 1,499
|
Yes, after it is torqued. This makes sure the thrust flanges are even at the mating line of the shells by deforming the flange that is not even with the other flange. The crank will still turn if the float is less than spec but it will not have the proper clearance to allow oil between the crank and the #1 thrust surfaces. Minimum float is 2.8 thou.
|
||
|
06-26-2019, 08:58 AM
|
|
|
Registered
Join Date: Apr 2007
Location: wisconsin
Posts: 2,567
|
Quote:
DO you do the same to the IMS shaft bearing? |
||
|
06-26-2019, 09:40 AM
|
|
|
Registered
Join Date: Mar 2008
Posts: 1,082
|
I didn't notice any mention of pulling the plug and flushing the intermediate shaft.
|
||
|
06-26-2019, 10:31 AM
|
|

|
|
Registered
Join Date: Mar 2008
Posts: 1,082
|
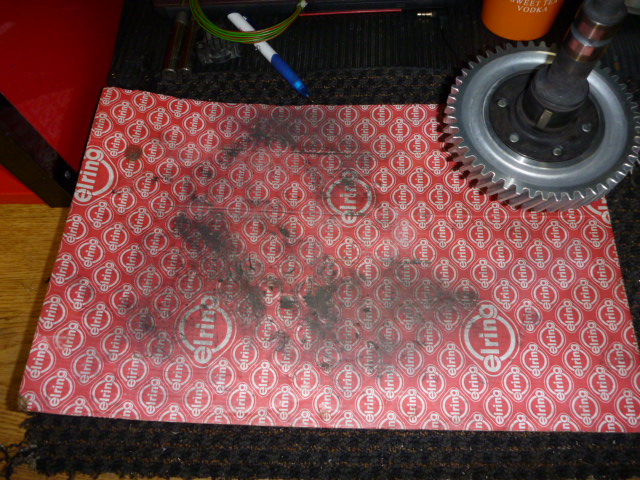 This is how much gunk came out of one. |
||
|
06-26-2019, 10:35 AM
|
|
|
Registered
|
I have nothing constructive to add other than offer my condolences and my wishes that you get it resolved without too much more pain and struggle.
Tony |
||
|
06-26-2019, 10:43 AM
|
|










 Bruiser
Bruiser



