The following is a description of a way to modify the front telelever arm on a BMW R1100S motorcycle for the intended purpose of improving handling. BMW engineers designed the telelever suspension to separate the shock performance from steering input as well as add anti-dive reaction capability under front wheel braking. The system works very well in most situations. An inherent feature of the telelever front suspension is a slight increase in rake angle (decrease in castor angle) as the suspension is compressed. The rake angle most affecting normal steering on a telelever equipped motorcycle is that which occurs at or around the compressed position with rider onboard, or the laden ride height.
All the different models of the R1100 and R1150 series motorcycles are equipped with telelever arms that have identical dimensions. For example, they will all have basically the same rake angles at similar telelever arm positions throughout their suspension’s travel. However, some models in this series of motorcycles have longer travel than others. For example, the GS suspension would have the most travel and the sport version R1100S would have the least travel. This results in the taller GS, as well as the RS, R and RT models having the telelever arm in a lower arc position at laden rider height than the R1100S. Consequently, the R1100S which is supposed to be the sportiest version of all these models has the largest rake angle at the normal laden riding position. This is unfortunate since the steering on this model will actually feel slower and more resistant to turning than even the touring RT version.
In an attempt to make a better turning R1100S, BMW equipped some of the versions with a shorter rear Paralever torque arm, raising the rear seat height which essentially steepens the front rake angle a bit. The rear seat height can be raised further on an aftermarket equipped shock on the R1100S by adjusting the clevis mount to a longer shock length. This again will tend to further steepen the front suspension rake at the expense of a much taller seat height. Although this will result in a more desirable rake angle, the taller overall height of the motorcycle has the effect of raising the center of gravity and contributing to the resulting higher roll center. All of which results in less than optimum settings for a good handling motorcycle. BMW designers have ultimately compromised the intended sport handling of the R1100S by not fitting it with a shorter telelever arm from the very start.
Shortening the telelever arm 10mm will yield a 1.2 degree steeper rake angle without the need to jack the rear height of the motorcycle to absurdly high levels just to attain good overall handling and turning response. After much pondering on how to do this modification to the stock telelever arm without compromising structural integrity or dimensional stability, the following is the method I used to accomplish it. Unfortunately, I did not take any pictures of the actual construction, so I modeled the procedure on the computer instead. The 10mm offset is arbitrary but yielded such fantastic results that I would have to call it the ideal all around position. The overall stability of the front end is still rock solid stable, which shows that the slight reduction in trail does not adversely affect the handling in any way.
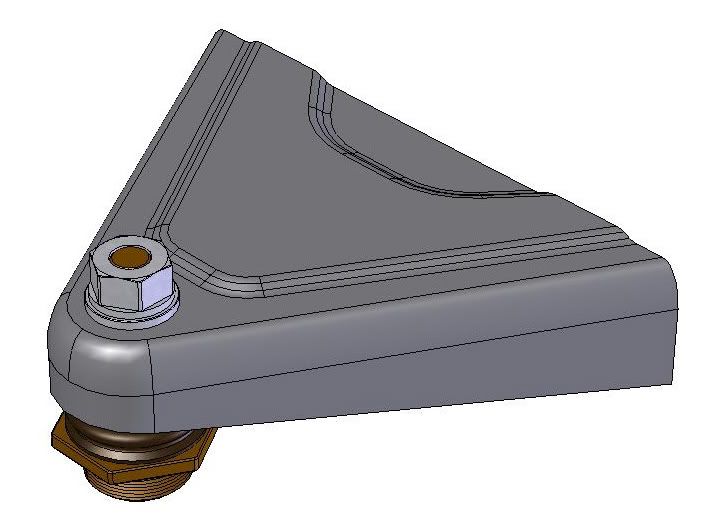
This first image is of the front portion of the stock telelever arm:
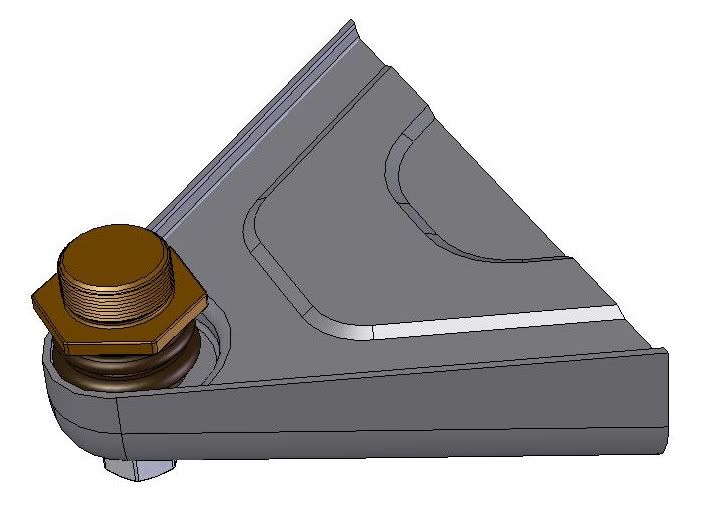
Here is the stock arm from the underside:
Cut out a stiff paper or cardboard template in a full circle 2.50” diameter. A manila folder is a good thickness for making a template. From the underneath side of the telelever, measure back about .55” +/- .05” from the front edge of the step up where the ball joint is located and mark this point with a pencil. Place the circular template with its outer edge on this mark. Use a pencil or scribe to mark the new arc on the telelever surface. Drill several 1/8” holes up to this marked semi circle through the sheet metal surface with the intention of removing this whole section from the telelever arm. You should drill the holes as close together as possible and use other means to cut between each hole. I used a small jigsaw blade held with visegrips to complete this task. Follow as closely to the welds as possible but no need to get right up to the edge.

There is a large round steel spacer centered on the ball joint hole that is welded in four spots and is attached to the plate you are preparing to remove. Don’t worry if you drill into it in a few spots, just get through the sheet metal and all will be good. When you get the section loose most of the way around, pry up one end and wrestle the whole section out of the telelever arm with visegrip pliers. It will mostly be a twisted mess but the big fat spacer is all you need to save from this piece. Use visegrip pliers and take to a bench grinder and cut through the four welds holding the spacer to the sheet metal and separate the two pieces. Clean up the spacer edges so it lays flat on both sides and set aside.
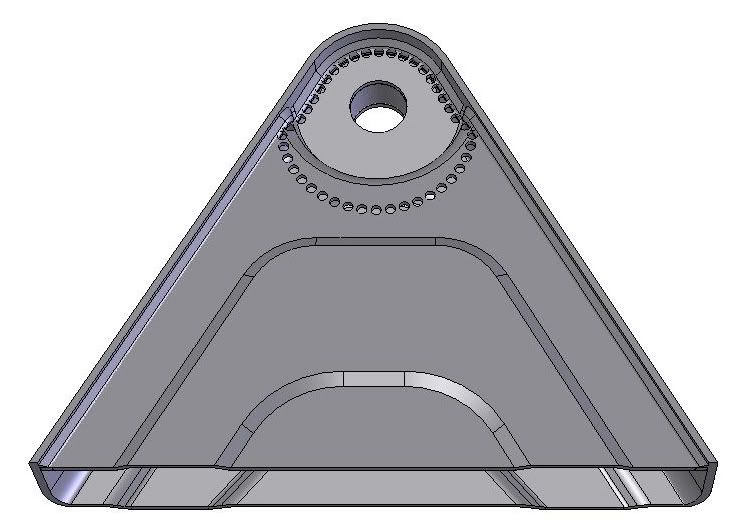
Use a 1/4” rotary grinder to clean up the edges of the cut out section on the telelever arm. No need to get all the old welds out, just clean up the edges as much as you have patience for so that the new piece can be welded in place, partially to the old welds. The drilled section that is away from any welds should be ground fairly smooth for a nice fit with the new parts. Here is what it should look like after prepping.

You will need to order a small section of .094” sheet steel from your local industrial supply. I used a 6”x6” piece of low carbon 1018 steel for good weldability and easy shaping. I also used a 1-1/4” to 1-1/2” diameter by 6” length aluminum rod to be used as a base for flattening a part of the raised area on top of the telelever arm. This is for the ball joint nut clearance and is the next step in the process. You will also need a 3/4" diameter by 3” long bolt with nut to be used as a welding fixture in your final assembly of the new arm. A 1-1/4” length of 3/4” metal water pipe is also useful as a fixture spacer.
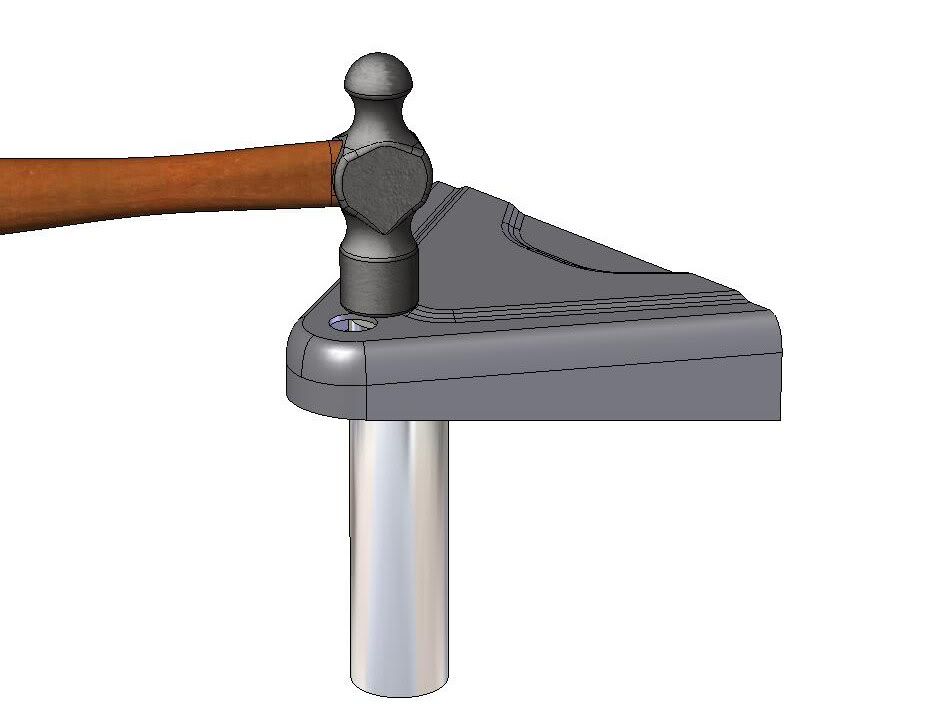
Use the large diameter aluminum rod, or equivalent, and securely hold it in a bench vise with one end facing up. Prop up the telelever arm so that the aluminum rod protrudes into the cutout section of the telelever arm and the top of the arm lays perfectly flat on top of the aluminum rod. An oxyacetylene gas welder or propane torch can be used to heat the top raised section to a dull red glow and pound flat in a small semicircle for the ball joint nut and plastic cap clearance. Here is how the setup should look from the top:
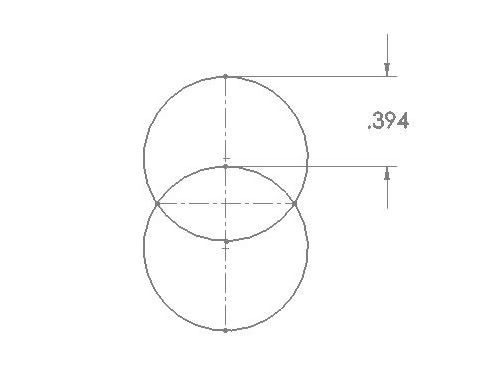
Try not to heat anything but the raised area because you need to maintain the existing flatness of the lower section for alignment purposes. You only need 3/8” to 1/2” clearance from the bottom edge for the ball joint nut and cap so don’t go crazy trying to flatten too large an area. Next, in the corner of your new piece of .094” sheet steel, scribe a circle using the Inside diameter of the large steel spacer you removed from the telelever. Carefully cut and grind a circular disk that will fit inside the top ball joint hole on the telever arm. This will need to be welded in place with a Mig or Tig welder. Before you weld in place this piece, you should again use the large steel spacer to scribe the new ball joint location on the top side of the telelever arm. Carefully measure and center the hole offset 10mm (.394”) directly rearward of the old ball joint hole.
Here is a sketch of how to measure the hole offset using the edge of the existing hole as a reference. As long as you maintain the two centerlines perpendicular to one another, you will have perfect front to back alignment of your new hole. This can easily be done by just careful visual observation.
Be sure to use a metal scribe to scratch the new hole position into the surface of the sheet metal. This way you will still have the marks to go by after you have welded and ground flat the metal disk you welded into the old ball joint hole. Now, take the large steel spacer and use it to back up the cut out metal disk on the inside surface of the existing hole and use two c-clamps to hold everything in place for welding. Try to maintain perfect flatness on the inside surface only, which is where the large steel spacer will be positioned on the final assembly. Note that the telelever sheet metal thickness is slightly less (.090”) than the thickness of the disk (.094”), so bias the c-clamps towards the thinner material which will keep the inside surfaces flush with one another. The outside surfaces will be ground flat after welding. Use your Mig welder and tack weld the disk in a three spots and remove the clamps and spacer. Complete the weld of the disk in place. No need to weld the overlap area crossing into the new hole position. This will be cut out when making the new hole.
*See next post for the remainder of mod*