|
|
|
|
|
| Author |
|
|
Zombie
Join Date: May 2008
Posts: 1,712
|
Engine Rebuild: Bore/Journal Measurements Necessary?
1987 NA, engine is apart and Im within a couple of weeks of starting the rebuild process.
Purchased this car a year ago with 170K, have all records back to day one, (evidently extremely well kept and maintained), and I burned less than 1/2 qt. of oil over the 5K that I drove it last summer and fall. To cut to the chase, the engine internals look great with absolutely smooth cylinder walls, bearing journal surfaces, etc., and just a bit of wear on some (but not all) bearing shell surfaces. So my question, not owning a decent set of measuring gauges, is this: can I get away with simply checking bearing clearances with plastigauge and piston ring gaps with a feeler gauge - or should I invest in a decent set of measuring gauges and pre-measure everything first? Finally (and not wanting to sound cheap), can anyone recommend a truly decent (and appropriate for this engine) set of measuring gauges, that wont break the bank? I would eventually like to own such a set in any case. Thanks! |
||
 03-31-2020, 12:09 PM
03-31-2020, 12:09 PM
|
|
|
Porsche 944S Club Sport
|
OK-944;
Cool Project Build. I would recommending finding a good local machine shop. Then get your block, crankshaft and cylinder head checked for specs. Cleaned especially oil & water journals, Hone block/cylinder walls and have head mating surface checked and or milled if not flat. Once all this is good, then i would proceed to pre-assembly engine prep as you mentioned. Take you time... Keep us all informed and share some pics on your project. Later,
__________________
Guru944  2006 955 Cayenne S Titanium Series - Marine Blue, 1987 Porsche 944S Club Sport. 1987 Buick Turbo-T Lightweight "Great White", +500HP, TA49 Turbo. http://www.blackbirdmotorsports.com, 944/951/968, 911 and 955/957 Performance Solutions. Thank you Lord, for your Loving Kindness, Tender Mercy, and Grace. Only You are Faithful. |
||
|
04-01-2020, 02:30 PM
|
|
|
In the Fires of Hell.....
|
Guru, what the heck are you recommending to have the block honed for?
These are alusil blocks, and require special honing tools and pastes. A "good" machine shop is very likely to not have these. Don't fix what isn't broken, IMO. Sounds like you are planning on replacing your rings, even though it doesn't sound like you really need to. If that is the case, you may want to scuff up the bores with some 3M fiber pads to help set the new rings. Personally, I would check your end gaps on the current rings and see if they are in spec. Plastigauge should be fine for measuring your new bearing clearances. Have the head resurfaced, valves ground and new valve guides/seals. Good luck...
__________________
PCA Instructor: '88 951S - with LBE, Guru chips, 3Bar FPR, 1.3mm shimmed WG, 3120 lbs, 256 RWHP, 15 psig boost |
||
|
04-01-2020, 10:04 PM
|
|
|
Coeur d'Alene, Idaho
|
If you've disassembled it, then you have the skills to do the rebuild. Your description of the wear on the bearings (some, not all) is the quintessential indicator the crank is fine and you could get a fresh set of bearings and put them in yourself. Yes, I'd plastigage to check things on install and its easy to adjust the tighter bearings with steel wool on the back side of the bearings to slightly thin them to get the oil clearance into the range. If you find any that are tight.
On rings, you also can do this as you asked from the perspective of knowing its the end gaps that matter. I'll assume you are going to put new rings in? If so, there is something I'm not sure of before I tell you this is also doable. I understand our blocks have a coating that complicates a simple hone for new rings. If this is not the case, or the experts say a simple hone is allowable, then I'd call the Ball Hone folks and ask them which product is right for your engine. These days honing is so simple that this weekend I will have my college age daughter do a couple cylinders on an engine just so she can say she's done it. A bonus for being home due to Coronavirus. So if its a green light to hone and put new rings in, that's not difficult either. So far, I've just been cheerleading that you can do this, simply because I'm no expert and I've rebuilt a couple engines successfully like this when I opened them and they were clearly not stressed. On the cylinder measurements, I borrowed a sweet internal bore measurement tool from someone and did the 6 measurements (two at bottom, two at mid, two at top) to confirm there was no bore wear. So if you can borrow one, do that. I bought a set at Harbor Freight and they were good enough to correspond with the borrowed tool (a very expensive one used in aerospace). So I think you can also handle this task. As for the block deck, I've resurfaced a few with a slab of marble and sandpaper where I had stripped the block and could clean out all the abrasive. Sounds like you are in this position as well. It's laughably simple and I admit the first time you do it you are sitting there thinking "really?" "am I going to do this?" Yes. With a flat slab and sandpaper you will immediately see the imperfections and then see it turn into a beautiful flat surface. A cast iron block is nearly idiot proof, aluminum requires a lot finer sandpaper and methodical technique simply because its softer. I am literally doing a Toyota Supra project car's block in real time (it's in the front hallway right now) and would be glad to lead you through this. These days with plastigage and the new ball hones is is MUCH simpler than the old days. I say go for it and suprise and delight yourself. I can tell simply by reading your post you have this.
__________________
84 944, 87 Vanagon, 88 Mitsubishi Van Wagon, 88 Supra Targa, 1990 Audi 90 20V Quattro sedan, 1992 Lexus LS400, 1993 LandCruiser, 1997 LandCruiser, 2017 Subaru Outback. |
||
|
04-01-2020, 10:09 PM
|
|
|
Coeur d'Alene, Idaho
|
Ah, OK looks like kdjones is confirming the coating is alusil. I agree with him if the block can be re-ringed with just a hand scuff that would be news to me but welcome news. That's the exact area I/you should become smart on as it's not like a normal block in this one respect.
KD - is it acceptable to re-use the old rings? If thats what people do with Alusil, I'd also do that. OTOH, if it's OK to use a ball hone to deglaze and then put new rings in, I'd want to do that personally just to complete the engine refresh.
__________________
84 944, 87 Vanagon, 88 Mitsubishi Van Wagon, 88 Supra Targa, 1990 Audi 90 20V Quattro sedan, 1992 Lexus LS400, 1993 LandCruiser, 1997 LandCruiser, 2017 Subaru Outback. |
||
|
04-01-2020, 10:16 PM
|
|
|
Zombie
Join Date: May 2008
Posts: 1,712
|
Thanks folks - great info! I'll go ahead and replace bearings, but will be very careful about re-ringing, preferring to do whatever will be best for the continued health of this car.
I will soon provide a longer, more detailed post about this car and about my approach in helping to ensure its continued health into the future. In the meantime, I know I will continue to have questions...and will do my best to post updates - and photos! |
||
|
04-02-2020, 06:38 AM
|
|

|
|
In the Fires of Hell.....
|
__________________
PCA Instructor: '88 951S - with LBE, Guru chips, 3Bar FPR, 1.3mm shimmed WG, 3120 lbs, 256 RWHP, 15 psig boost |
||
|
04-02-2020, 07:11 AM
|
|
|
Coeur d'Alene, Idaho
|
Wow I just went down a rabbit hole on Rennlist learning about deglazing or resurfacing this block. Very different. Several guys who seem to know this block suggest just new rings and run it without resurfacing, which is a no-no on traditional iron blocks where you need a fresh cylinder surface to breakin the rings. Were it me, I'd do the rings, and new bearings and consider it a go. One question - is there a ridge at the top of the cylinders?
__________________
84 944, 87 Vanagon, 88 Mitsubishi Van Wagon, 88 Supra Targa, 1990 Audi 90 20V Quattro sedan, 1992 Lexus LS400, 1993 LandCruiser, 1997 LandCruiser, 2017 Subaru Outback. |
||
|
04-02-2020, 11:30 PM
|
|
|
Zombie
Join Date: May 2008
Posts: 1,712
|
Doug, after removing the slight amount of carbon buildup in the top area of the pistons, I have found absolutely no ridge. More and more I'm finding evidence corroborating with my sense, when combined with the nature of this car's history (more on that soon), that this car was actually conservatively driven...at least relative to how most of us like to drive our P-cars!
Interesting though about these rabbit holes...so many different opinions about what works best and what does not. Very surprising to me...thinking about so many issues with these cars which would seem to be fairly straightforward - long ago solved engineering problems...which continue to evoke such controversy. Why is this? At any rate...after obsessing with gathering as much info as reasonably possible (given that I also have a life separate from my car)...I will simply need to trust my gut and dive in. At this point, while I do plan to replace all bearings, gently lap the valves and replace guides/seals, and do a complete reseal of my engine...I will look at the existing rings very carefully (may consult with someone knowledgeable with specifics of doing this assessment). If they look good...and if the gaps are well within spec - I will likely re-use them. In the meantime I will likely reach out to get more info from those who you've mentioned...thinking that new rings would run fine without any honing, but still would only consider doing this if it were more than merely "fine" to do so, but would also offer some advantage to sticking with the old ones. I would hate to needlessly jeopardize my cylinder walls...and I would also hope that if I do go with new rings, they are every bit as good (from an initial quality standpoint) as are the original ones. But that is a whole discussion in itself! |
||
|
04-03-2020, 05:31 AM
|
|
|
Coeur d'Alene, Idaho
|
Here's my thought on rings. They are a wear item like the bearing shells you are thinking of replacing. It's also likely they lose a bit of the elasticity that springs them against the cylinder walls. The pressure against the cylinder walls is critical to having the compression forces contained, yet leaving the proper oil film there. As the rings shrink with wear, both change, and the sliding side surfaces of the rings also change width and possibly don't move freely in the piston as designed. Add these up and as cheap as they are, they're a no brainer to replace.
Add to that the low odds you will hyper expand them (vs their daily routine in the engine) to remove them without damaging them in order to measure their end gaps. Keep in mind you'll want to remove them in any case as another thing to clean are the piston ring grooves and lands on the pistons so they properly move and rotate in operation. I've removed rings with a proper ring removal tool and had them snap on me, and I assume that was from decades of heat cycles causing some metallurgical property to change. More brittle? Dunno. On a normal engine you would not replace rings without deglazing the cylinder walls. Same as honing - it just creates a slight texture that the rings immediately wear off to cause the parts to match nicely - called breakin. The stone honing also renews the texture that holds the oil film. If you can establish from an expert (!) that the Alusil cylinder walls do not need that retexturing for new rings, then definitely replace the rings, right? The descriptions of things indicate there are silica crystals embedded in the aluminum walls and they essentially are what holds the oil film and if there is contact between the ring and wall the rings are not wearing on the aluminum, but only on the protruding crystals. An oversimplification, I'm sure. So it seems to me the comment its OK to put new rings in without touching the cylinder walls make sense. After all, a conventional cylinder wall needs the new texture for the reasons above, but it seems the Alusil engine doesn't even have metal that comes in contact with the rings. I would think (and some described) a mere cleaning process that removed the carbon, deposits, and crud in the spaces between the crystals and restored the oil film space. If I were you and I could get an expert to read my take on it, nod and say - "yep, he's exactly right - its OK just to put new rings in because the texture is 'built in' to the walls permanently unless they're so badly worn they need a rebore" then I'd put new rings in there in a NY minute. I think the innovation here is the cylinder walls. Meaning the rings are conventional and get their breaking from the innovative cylinder walls. My opinion on this basis is again that the folks who say "just put new rings in" are correct. So measure the cylinders, and bring an expert into the ring/cylinder wall question. That's probably the only data point they need - good cylinder dimensions - in order to help you make this call.
__________________
84 944, 87 Vanagon, 88 Mitsubishi Van Wagon, 88 Supra Targa, 1990 Audi 90 20V Quattro sedan, 1992 Lexus LS400, 1993 LandCruiser, 1997 LandCruiser, 2017 Subaru Outback. Last edited by IdahoDoug; 04-03-2020 at 03:34 PM.. |
||
|
04-03-2020, 03:29 PM
|
|
|
Registered
|
I one were to compare the rings old and new in the annulus dimension to see if the old ring is worn, and if it is worn, then the new ring might not seal as well as the old ring. Also mark where the ring gap is before removing from the piston.
|
||
|
04-03-2020, 04:17 PM
|
|
|
Coeur d'Alene, Idaho
|
Wouldn't a worn ring with smaller annulus (heh - I had to google that) from wear, exert less cylinder wall pressure/allow greater cylinder wall gap? And additionally, getting pretty granular here but the ring faces are usually tapered slightly to scrape oil and if that face is worn square I'd think it would not fulfill its function optimally as a compression ring (I think oil control rings start square).
But my main question is the overall wear one where I think I disagree with you on the annulus dimension unless I missed something.
__________________
84 944, 87 Vanagon, 88 Mitsubishi Van Wagon, 88 Supra Targa, 1990 Audi 90 20V Quattro sedan, 1992 Lexus LS400, 1993 LandCruiser, 1997 LandCruiser, 2017 Subaru Outback. |
||
|
04-03-2020, 05:03 PM
|
|

|
|
Zombie
Join Date: May 2008
Posts: 1,712
|
I can see how my engine's cylinder walls, while appearing to be perfectly smooth and unscratched, are actually not glass-smooth...but more of a "satin-finish" smooth - and that this very slight texture would be a perfect medium to break in new rings over a period of time...more quickly at first and then more slowly, until they achieve something very close a stable, almost non-wearing state...and can then remain like this for quite a long time, at least to the extent that they are appropriately stressed. Make sense?
|
||
|
04-03-2020, 05:42 PM
|
|
|
Registered
|
Quote:
|
||
|
04-03-2020, 05:52 PM
|
|
|
In the Fires of Hell.....
|
New rings can be a PITA to break in properly with these blocks. Most racers scuff up the walls and then run the piss out of the engine from the get-go in order to bed them in.
Oil consumption goes down pretty quickly when it works. There are also horror stories about not being able to bed them in, and burning oil forever. Measure the ring gap, and reuse if in spec...
__________________
PCA Instructor: '88 951S - with LBE, Guru chips, 3Bar FPR, 1.3mm shimmed WG, 3120 lbs, 256 RWHP, 15 psig boost |
||
|
04-03-2020, 06:14 PM
|
|
|
Coeur d'Alene, Idaho
|
Hmm, I'm still not agreeing on the old rings. If a ring is properly sized from its install as new, it constantly rotates in operation. I'm not sure if it does full revolutions or what but the ring gaps are supposed to be maximally out of phase with each other so they don't line up as they all move. So I think new rings would be the best solution even for a slightly worn (oval) or tapered cylinder.
The new ring would just match the cylinder after breakin in the same way honing a conventional cylinder and ring breakin happens. Honing/deglazing does not resolve either of these cylinder wear issues, so I'd assume its an acceptable thing to put new rings in slightly worn cylinder shapes as the shop manuals give wear limits before a rebore and new rings is called for vs a hone/deglaze and new rings. Yes, on ring breakin, I have a hill nearby I use. You want to be more aggressive than you'd think, with full accelerations and full high RPM coasting designed to very quickly cause the rings to flare out against the cylinder walls and get the break in process done. If you don't, and baby it, the cylinder walls can instead get slowly worn smooth - causing a glazing and the little ridges from honing that are supposed to get carved off will instead get folded over into the valleys. So now oil does not flow along open valleys, but the valleys have bridges and obstructions. It's a bit of a science, and a great way to learn some about it is to search for ball hone and read the company's website white papers. I can't recall their name but I'm a fan and have a few in my shop. This is the same reason you should not do break in with slippery synthetic oil, but with conventional oil and some say straight weight as well. OK-944, yes that's the theory on it. I still think you should find a pro to confirm but what you are describing is exactly right. It's important to know that breakin on a normal non Alusil block is for the cylinder walls, not for the rings from what I know. So if your cylinder walls don't need a freshly machined surface such as honing/deglazing creates, then logic follows that they're essentially "always ready for new rings." Ask a pro to confirm that, as logic is not always - well, logical? Heh.
__________________
84 944, 87 Vanagon, 88 Mitsubishi Van Wagon, 88 Supra Targa, 1990 Audi 90 20V Quattro sedan, 1992 Lexus LS400, 1993 LandCruiser, 1997 LandCruiser, 2017 Subaru Outback. |
||
|
04-03-2020, 08:57 PM
|
|
|
Registered
|
perhaps examining it with an electron microscope...
|
||
|
04-04-2020, 07:09 AM
|
|
|
Zombie
Join Date: May 2008
Posts: 1,712
|
Yup...overthinking...point taken!
|
||
|
04-04-2020, 07:30 AM
|
|
|
Porsche 944S Club Sport
|
OK-944;
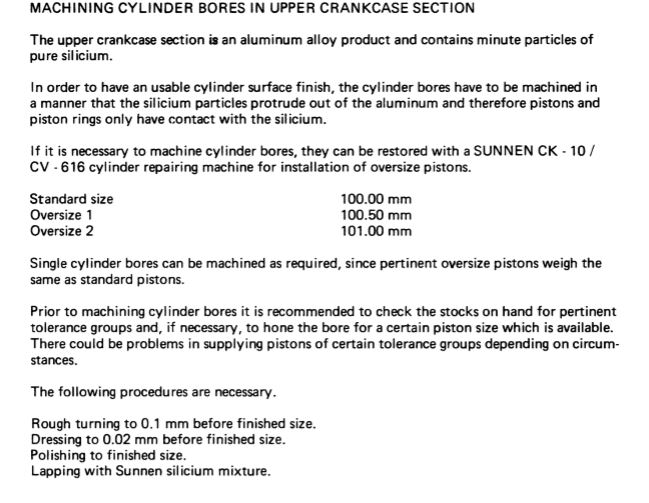
Facts: Alusil Has Excellent Lubricating qualities Alusil is lightweight and wears well All cylinders can be re-honed and re-bored for oem and oversizing. Honing keeps bores true and seals rings and sometines can be reworked with common tools. Alusil, Lokasil, Silitec, DiASil, Mercosil, ALBONDare all trade names or trademarks for what is generically known as hypereutectic aluminum, which is a new/old material for cylinder bore wear surfaces. Hypereutectic aluminum is both new and old. Its cousins, hypoeutectic and eutectic aluminum, have been used for pistons and connecting rods for a number of years. One of the earliest applications of hypereutectic aluminum was as the wear surface in an unlined cylinder in some Porsche engines in the 1960s. The 1971 Chevrolet Vega was the first true production automotive engine with a linerless hypereutectic aluminum cylinder bore as the wear surface. Despite the cars reputation, the cylinder concept was ahead of its time. When properly finished, hypereutectic aluminum cylinder bores present a surface to the piston rings that is roughly equivalent to glass. The resulting engine has lower friction, excellent sealing, improved dimensional stability, improved heat dissipation, reduced weight, better recyclability, lower manufacturing cost and higher durability compared to the traditional aluminum block with cast iron cylinder liners. Hypereutectic aluminum is saturated with silicon particles that must be exposed during honing. A two-stage process first hones a cylinders wall to a mirror-like finish and then relieves aluminum around the silicon particles.  Read/ Visit https://cdn2.ms-motorservice.com/fileadmin/media/MAM/PDF_Assets/Reconditioning-of-Aluminium-Engine-Blocks_51912.pdf Read/ Visit https://cdn2.ms-motorservice.com/fileadmin/media/MAM/PDF_Assets/Reconditioning-of-Aluminium-Engine-Blocks_51912.pdf I recommend These guys... Fastattackmotorsports.com read below... Alusil Engine Services When using new piston rings in an Alusil engine block, it is essential for good ring sealing that the cylinder walls are properly prepared. This requires a fairly involved process in working the Alusil to the surface finish specifications published by the patent holder of the Alusil alloy. There are many misconceptions about Alusil, one of the most common being that it is a "spray on" or applied coating to the cylinder walls. This is in part due to the confusion with other process such as Nikasil or Lokasil which are in actuality entirely different. Alusil is an alloy of aluminum containing silicon patented by Kolbenschmidt Aluminium-Technologie GmbH. This means that the entire casting in which the cylinders reside is a heterogenous alloy and the entire casting contains the silicon crystals. For this reason, it is very feasable to recondition cylinder walls as the silicon content is present deeper in the walls as well. However, machining and reconditioning the cylinders in an Alusil block requires a significant investment in time and technique to preserve the integrity of those silicon crystals. Fast Attack Motorsports is one of the very few shops in the US with the equipment, experience, and technique to perform this process properly and to specification. While not all bores can be prepared by honing and exposing alone, many can. For those that can not be due to existing cylinder wall condition (i.e. gouges, scrapes,etc), some light boring is done keeping in mind the end goal for diameters and available pistons. Their experience is rooted in the BMW S85 and S65 engines, the process is applicable to all engines with Alusil blocks such as those manufactured by Mercedes, BMW, Audi, and Porsche. sales@fastattackmotorsports.com Alusil Engine Services - Fast Attack Motorsport All rights reserved to trademark holders (R),2020. Keep me posted (PM) and best regards, Later...
__________________
Guru944 2006 955 Cayenne S Titanium Series - Marine Blue, 1987 Porsche 944S Club Sport. 1987 Buick Turbo-T Lightweight "Great White", +500HP, TA49 Turbo. http://www.blackbirdmotorsports.com, 944/951/968, 911 and 955/957 Performance Solutions. Thank you Lord, for your Loving Kindness, Tender Mercy, and Grace. Only You are Faithful. |
||
|
04-04-2020, 10:58 AM
|
|
|
Zombie
Join Date: May 2008
Posts: 1,712
|
Thanks for the info...and the contact recommendation. I'm less than three hours drive from their (Fast Attack's) location...and would make the trip over if need be. In the meantime...I will contact them and pick their brains a bit.
I'm still not convinced that my car's cylinder walls would need re-honing - but I am no expert in this and will gladly consult with someone who is...hoping that a shop, for example, could give me an honest sense of what actually needs to be done, if anything...and not just that they would automatically do some procedure regardless just because they want the business. |
||
|
04-04-2020, 11:25 AM
|
|











 "Le Mans II"
"Le Mans II" "Big Blue" 955STi
"Big Blue" 955STi NYSE Carrera
NYSE Carrera

 944 Turbo
944 Turbo

